A few weeks ago, I received a Russian MX6 chronometer that had not travelled well in a journey half-way around the world. Despite having been packed with care, partly wound and with the balance wedged, it arrived with the upper balance and the upper escape wheel pivots broken. As I had a spare balance staff by me, replacing it was without problems (see post 5: Replacing a balance staff), but re-pivoting is for me always a little nerve-racking and I am in good company as one authority on repairing has remarked that “…replacing a pivot is never a pleasure.” There is more than one way to skin a cat and in the preceding post I described how to replace a pivot by drilling down the existing arbor and inserting a new piece. The drill used is necessarily slender and if it breaks off in the hole it is practically impossible to remove or to turn away, so the surrounding arbor has to be turned away, shortening it in the process. In this post, I describe a method used by clockmakers of old to replace worn pivots, but scaled down for the much finer chronometer pivots.
In this process, a new piece is fitted over the old arbor using what was picturesquely called a “muff”. It is rather difficult to illustrate photographically and I have shown it diagrammatically in Figure 1.

Figure 1: Fitting a muff.
A in Figure 1 shows the broken pivot which in B has been reduced in size by turning, for about one and a half diameters. The MX6 arbor is about 1mm in diameter and I turned it down to 0.7 mm using my improvised Jacot tool as shown in Figure 2 of post 6. Turning is made much easier by annealing the end of the arbor by heating it beyond blue to a black heat and letting it cool down, since the hardness of the arbor itself is no longer important. The heat is prevented from travelling down to the pinion by holding the shaft in a small toolmakers clamp or a crocodile clip. The muff shown in C must now be made from pivot wire or silver steel and although the latter is usually supplied annealed, it is best to make sure of it by annealing, as occasionally hard batches are encountered.
Holding the steel in a collet chuck, it is centred, in my case by using a 1 mm carbide drill which has been sharpened by the 4-facet method and is therefore self-centring. This is followed by a 0.7 mm drill to a depth of a little more than the turned down length of arbor, taking great care to back out the drill frequently, so that swarf does not accumulate in the hole and jam the drill. If it does break off, it is not a disaster of the same order as if it were to break off in an arbor, but tiny drills of this size are not cheap. The outside of the muff and the pivot is then rough turned to, say, 0.2mm oversize for the body and 0.1 mm for the pivot, before cutting off perhaps 0.5 mm over-length, reversing in the chuck and facing off to exact length by repeatedly trying it on the arbor and measuring the over-all length using a micrometer with care.
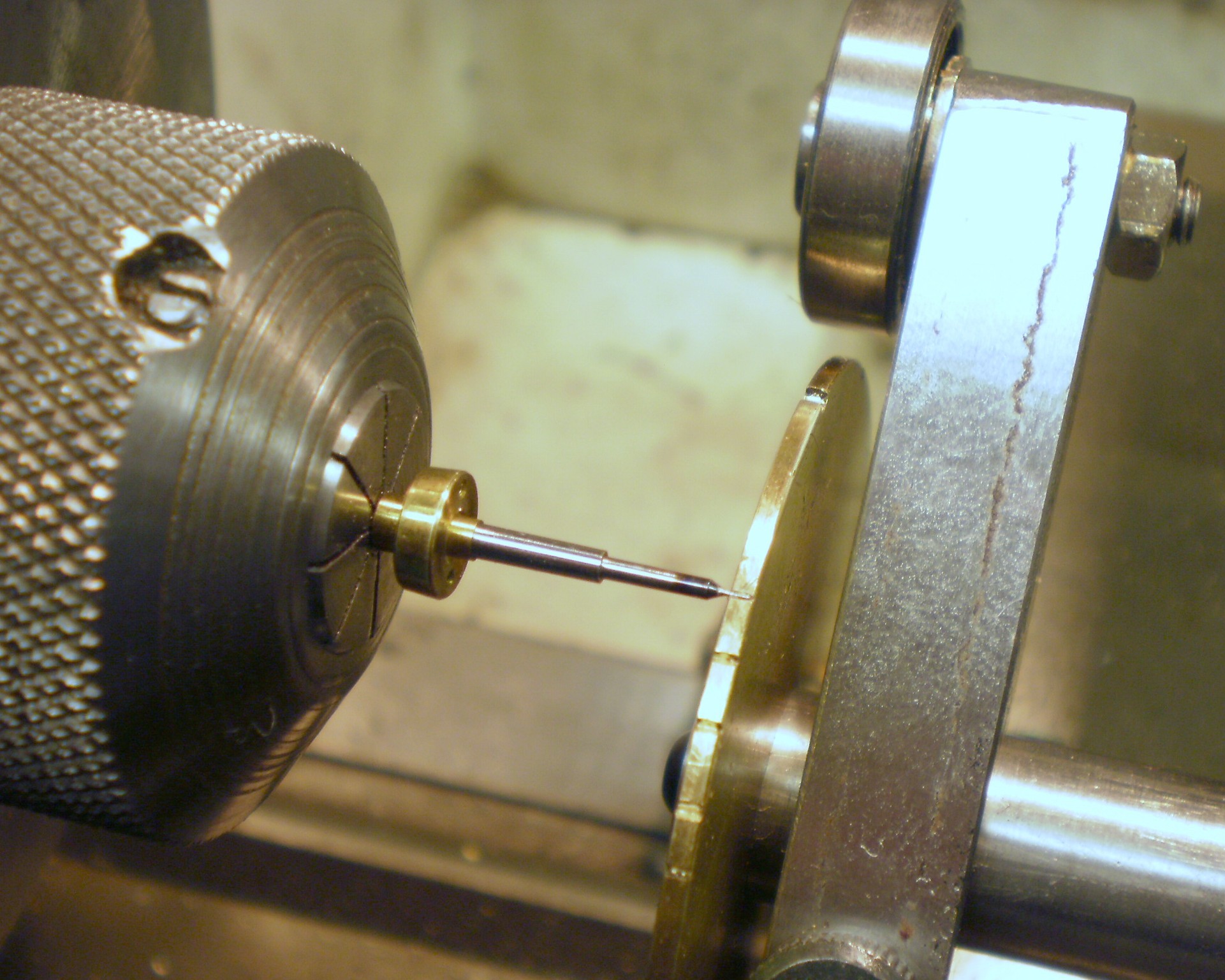
Drills seldom drill exactly down the centre line of a work piece, so to ensure that the hole and the finished outside are concentric, it is necessary to make a tiny mandrel, turned down at its end to the same diameter as the arbor and the hole, and to fit the rough-turned muff to the mandrel without removing the latter from the chuck, unless you can be sure that your chuck is accurate to very close limits. On this occasion, I heated the end of the mandrel with a soldering iron and applied a flake of shellac until there was sufficient heat to melt it, at which point I fitted the muff to the mandrel and allowed everything to cool down. This takes us to point D in Figure 1 and is shown in Figure 2, when the muff can be turned down to its finished size and the pivot burnished. Burnishing is often described as a process that both smooths and work-hardens the surface of the pivot, but with the sort of pressures that can safely be applied, it is unlikely that any work-hardening ever takes place, so the finished muff must be heat-treated to increase its hardness without too much reducing its toughness (or increasing its brittleness, which amounts to much the same thing). Since the muff, being close to the chuck, is well supported, it can be burnished without the use of Jacot tool and it is helpful to hold the burnisher under the pivot so that progress can be monitored more easily until the pivot appears to have an even polish. Application of the soldering iron then releases the pivot from the mandrel.

Figure 2: Finish turning muff.
As the pivot is now only 0.2 mm in diameter, heating it directly in a flame to harden it may cause it to flare up to white heat and disappear, so I buried mine in a little pile of case-hardening compound (Kasenit) on a fire brick and heated it slowly until it melted all around my muff, when I brought it to red heat and decanted the bleb of compound into cold water. The compound protects the steel from oxidation and in this instance also refines the grain structure near the surface, reducing the likelihood of cracking in service. It is now very hard, but brittle, so must be tempered to increase its toughness. The easiest (and safest) way is to use a domestic oven turned up to 260 degrees Celsius (500 F). I polished the end of the mandrel to witness the tempering colours and fitted the muff to the end as a convenient way of not loosing a tiny piece of steel barely 2 mm long and 1 mm in diameter. As a precaution, I also monitored the temperature with a thermocouple thermometer. After tempering for 30 minutes and allowing the parts to cool, I then cemented the finished muff to the arbor, again using shellac. I have used Locktite in the past, but to make it release its grip it needs to be heated to a much higher temperature than shellac, which melts at about 140 Celsius, so any heat treatment of the adjacent metal is put at less risk with shellac.
Figure 3 shows the finished product. The tempering colour is just visible, a dark brown verging on purple, so it is harder than ordinary blue pinion wire and than the deep wine colour recommended by Marvin Whitney in his “The Ships Chronometer”, but as it shows the degree of toughness and hardness used in the past for punches and reamers, it should stand up well to service in the chronometer. I have left the tempering colours on the body of the muff as a witness to the repair for any future servicer of the instrument.

Figure 3: Hardened and tempered muff fitted to escape wheel arbor
Although the muff appears to be of larger diameter than the tapered rest of the arbor, it is in fact 1.01 mm in diameter, and the escape wheel boss fitted over it without problems. It remained only for it to be fitted to the chronometer. It was a trifle over length, so I reduced it by about 0.01 mm using a diamond lap so that there is now barely discernible end play in a freely running wheel and the chronometer is performing as it should.






Recent Comments