Apart from Soviet era MX6 chronometers other chronometers are out of my financial reach, unless I buy damaged ones “for parts or repair”. As I now have several MX6 s I can only justify buying another if I challenge myself to right the wrongs it may have suffered. At the beginning of October I returned from the USA with a homeless MX6, of which the seller had said it would not wind beyond 48 hours, whereas 56 hours is the norm. The Department of Homeland Security had rummaged through my baggage, presumably upon seeing with X-rays a dense circular object with clockwork, and had replaced the layers of bubble wrap after a fashion, so further damage had not occurred.
Once recovered from a 15 hour flight from Houston to New Zealand, followed by a 5 hours drive to my home in the Far North, I set about exploring the innards of the instrument. The end of the chain around the barrel was at the back and the clock ran when started, so, rather incautiously, I wound the clock to 48 hours and continued, forgetting that the stop-work needs a full wind to operate. There came a loud snapping noise followed by a frenzied whirring…Upon opening the machine I of course found that the barrel end of the chain was no longer attached to the barrel, but of a hook there was no sign (Figure 1 – click on the photo to enlarge and use back arrow to return to text)). The barrel arbor had cast off its ratchet, so happily the whirring had come from the barrel rather than from the movement.

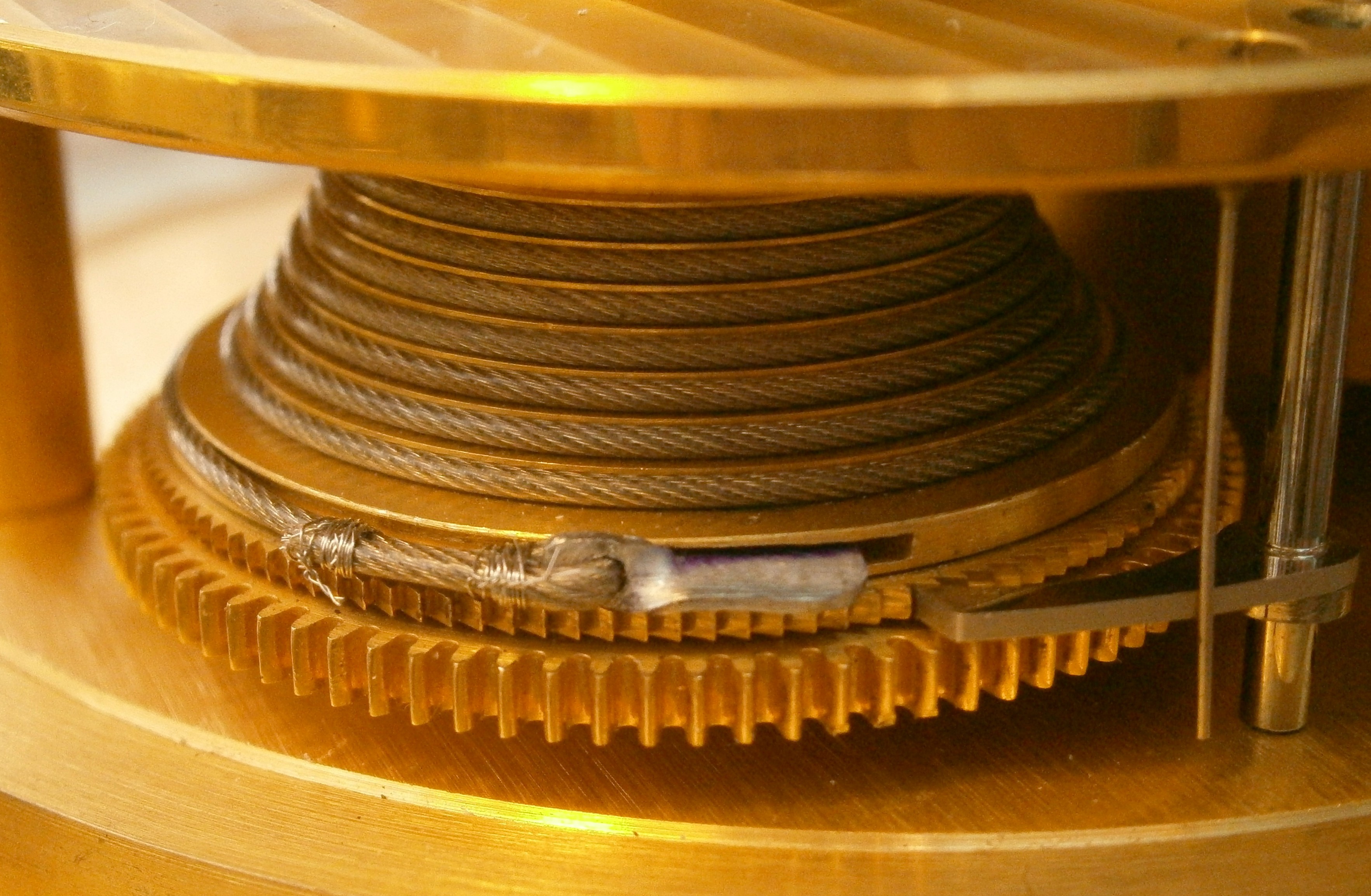
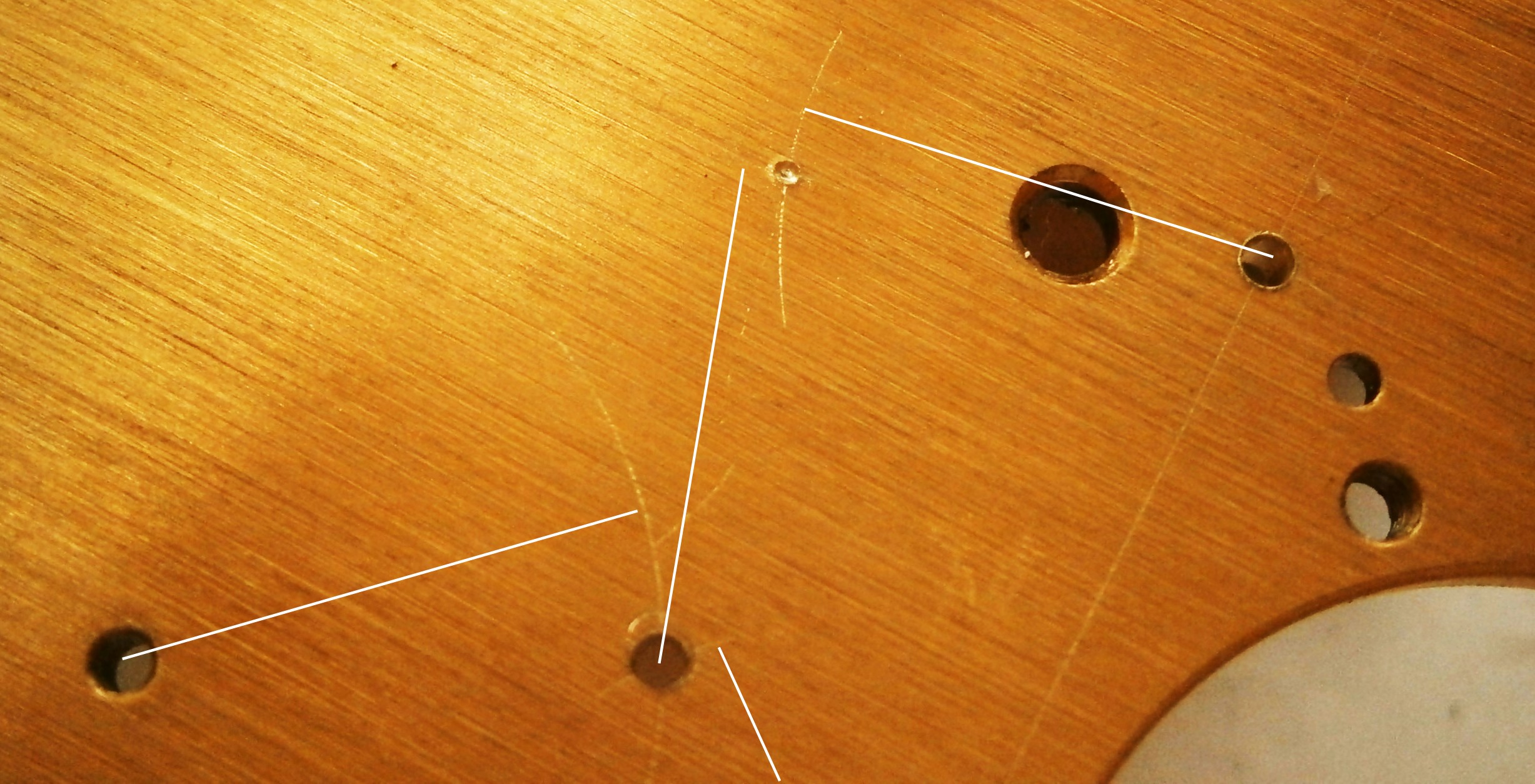
Figure 1: Broken and short chain.
Note how the chain, even if it had had a hook, is still one turn of the fusee short of reaching the stop bar. It seems that someone, not necessarily the seller, had simply stuffed the broken end of the chain into the barrel slot. In any event, when the chain lost contact with the barrel, either the free end or the recoil of the movement had done a lot of damage. The moral of the story is that you should not wind an obviously defective chronometer to see whether it goes. It should have been obvious to me that a bit of the chain was missing and that the stop work would not operate, risking breakage of the chain at the end of winding if it had a hook into the barrel or, as I found out, the chain simply let go of the barrel. The chain was about 120 mm short of the required length of 850 mm and I replaced it with steel cable as described in post number 27 of 13th February, 2017.
Once fully dismantled, I found that the upper pivot of the escape wheel had been repaired by the classical method of drilling down the broken end and letting in a new pivot. The new pivot was rather short and it had not needed much to knock it out of place. I had a spare escape wheel arbor and pinion which had a broken upper pivot and I used my preferred method of repair, by using a muff, as described in post number 7 of 22nd July, 2013. Using the classical method, if the tiny drill, around 0.6 mm in diameter, breaks off in the broken arbor, you may not be able to get the broken stub out of the hole and, it being made of high speed steel, you won’t be able to drill it out.
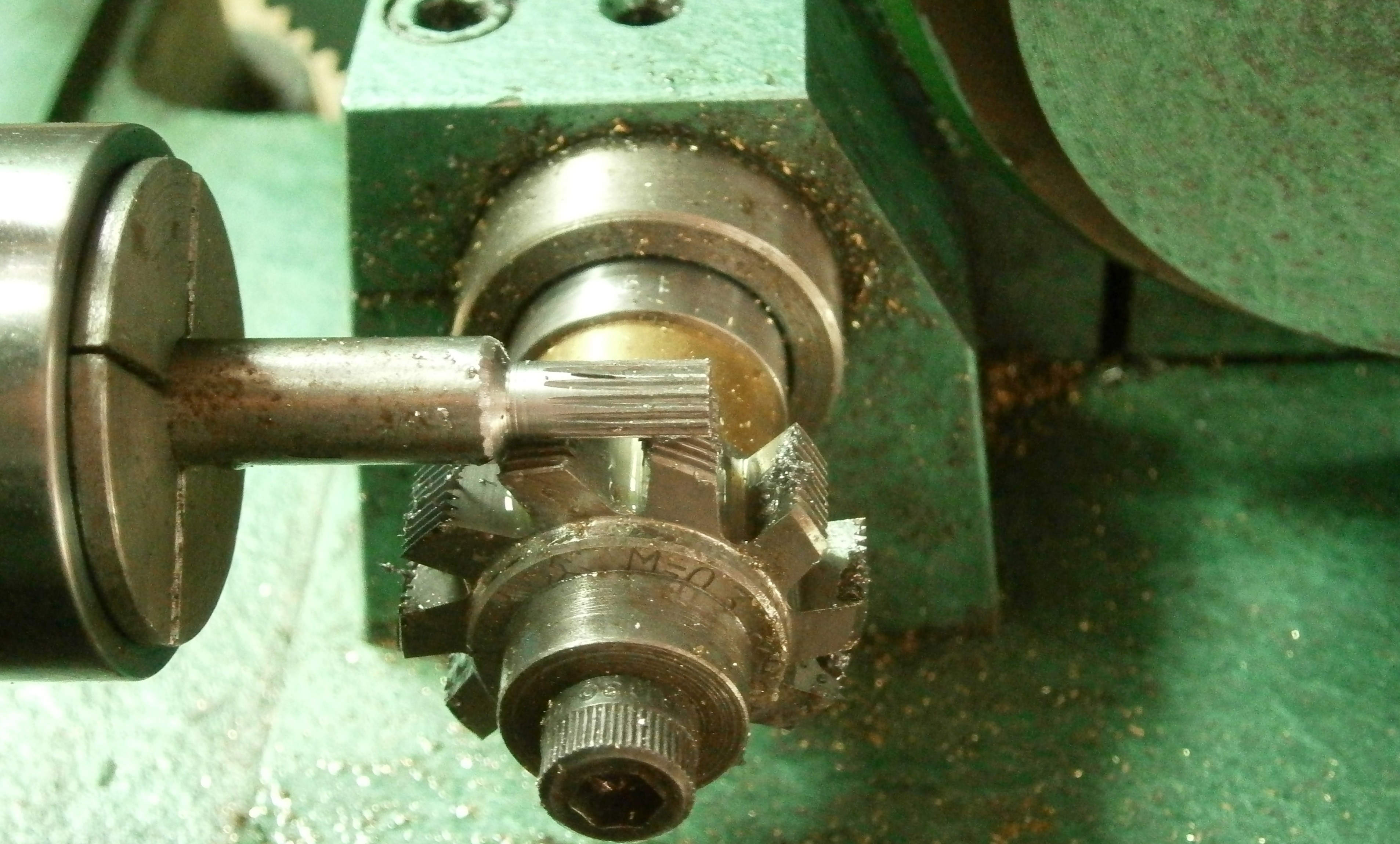
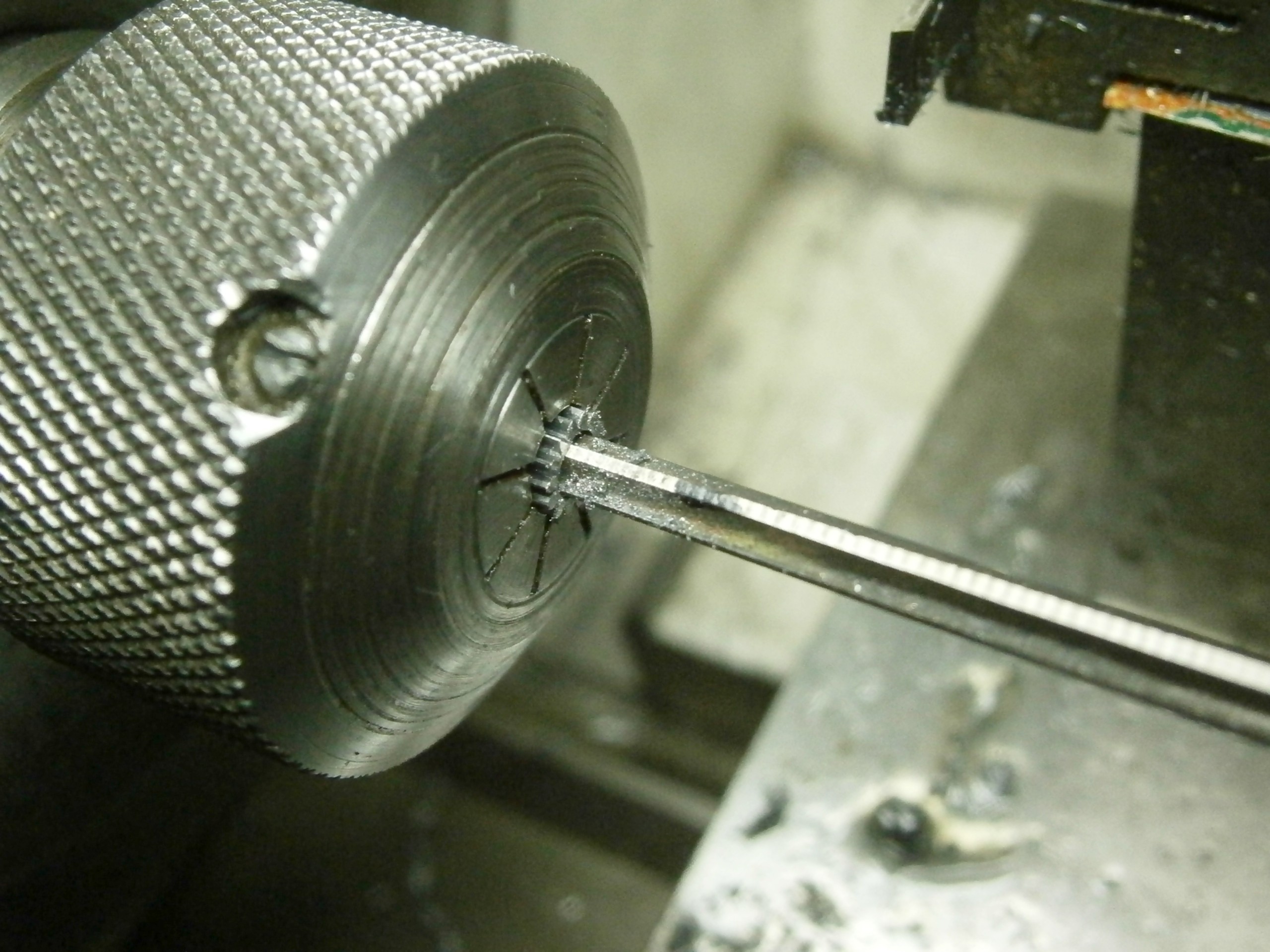
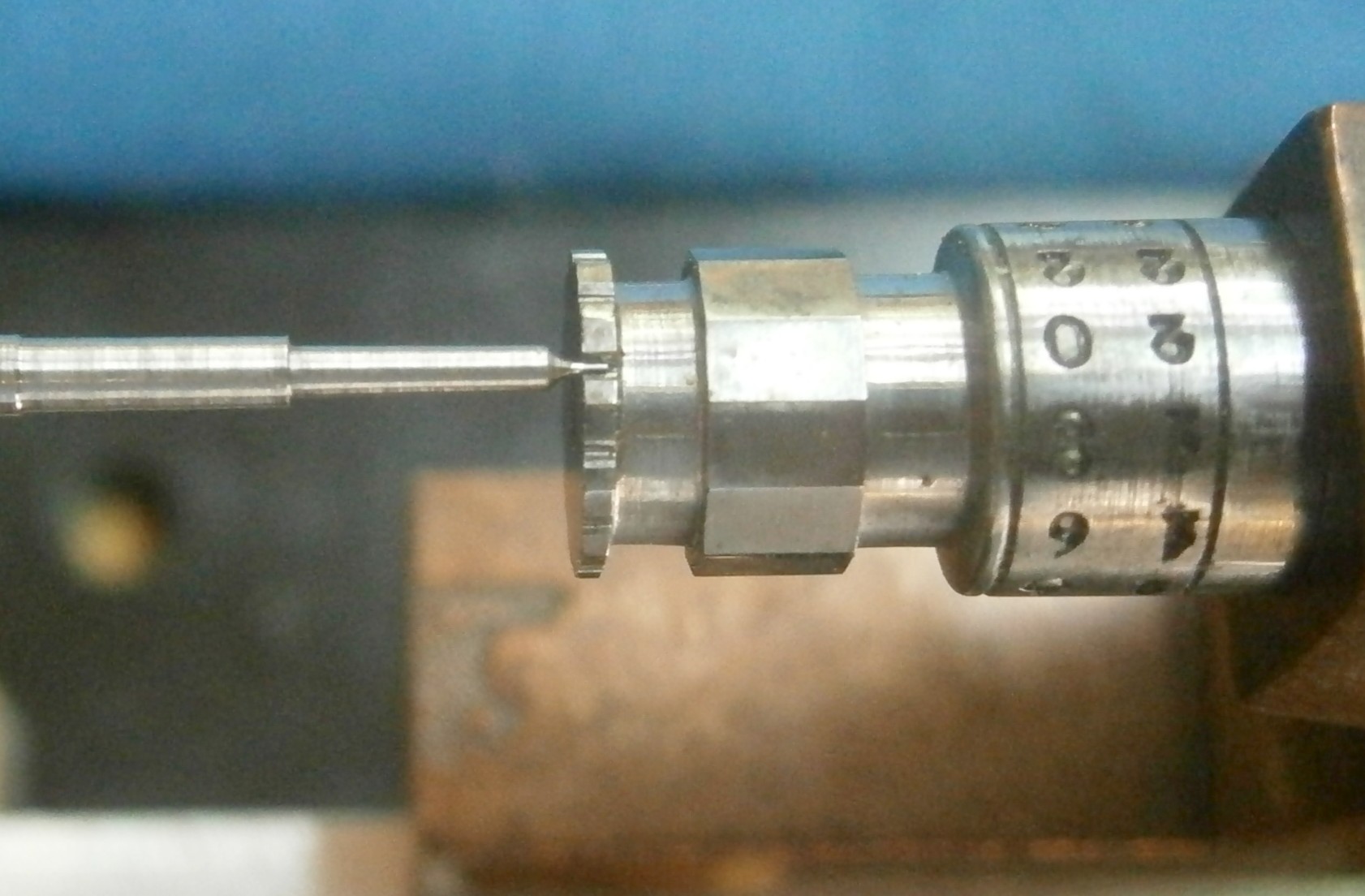
That was the easy bit. The detent spring, which must have been intact when I first tried it, because the clock ran, had taken on a Z-shape. At least it was not broken, and the fact that it had distorted without breaking gave me some hope that I might be able to straighten it. While is was possible to straighten a passing spring by drawing it between my finger nails (see post 22 0f 20th June 2016), the detent spring is made of sterner stuff and so I used a pair of pliers with circular jaws, bending the spring while drawing it between the jaws, as shown in Figure 1, which is posed with a slip of brass shim between the jaws.

Figure 2: Technique to straighten spring.
Drawing the spring between the jaws, while angling the pliers against the bend, irons out any kink, so that a reverse bend is not simply added to the original bend. Eventually I managed to get the spring straight again without breaking it.
The next step was to replace the passing spring. While some chronometers had oval holes in the passing spring to allow for some adjustment, in the MX6, there is no provision for this and the tip of the passing spring projects rather less than a millimeter beyond the tip of the horn. This means that in adjusting the depth of the detent, this is the total range of available movement and in lifting the passing spring the discharging jewel must pass clear of the tip of the detent. On the return, the jewel must lift the locking stone off a tooth of the escape wheel far enough to unlock the wheel. If the locking stone is too deep in the escape wheel teeth, unlocking won’t happen, so some adjustment of the banking screw (or stop button in the Hamilton M21 escapement) may be necessary. It seems to be about right when a tooth of the escape wheel overlaps about one third of the width of the jewel face.
In making these interdependent adjustments, I start with the locking stone and check that every tooth of the escape wheel is locked by this amount, just in case the upper pivot is bent or for some reason there has been uneven tooth wear. Once I have done this, I then start with the tip of the detent well clear of the discharging jewel and move it in very gradually, operating the escape wheel with a finger until the passing spring is lifted off the horn of the detent. Only then do I check that unlocking takes place on the return stroke. If the depth of the detent is set too deep, the discharging jewel will strike the back of the horn on the return, instead of the passing spring, and refuse to go further because the banking screw stops it, a very good reason for checking the operation of the escapement by hand, rather than under power, which would risk breaking the discharging jewel or a balance wheel pivot.
Then one can wind the chronometer a turn or so and let it run under power, being prepared to stop it at the first sign of tripping, which is usually cured by increasing the depth by a tiny amount each time. This of course assumes that you have not disturbed the mutual angles between the upper balance wheel spring stud, the discharging roller and the impulse roller, another interdependent set of adjustments. I knew that I had all the angles correct and it needed less than an eighth of a turn of the depth-adjusting screw to cure occasional tripping.
Despite all its trials, the chronometer responded to my ministrations and ran sweetly on a full wind. After some adjustment, it ran over 20 days with a mean gaining error at room temperature of 0.9 seconds per day, with the mean of the deviations from this mean error being 1.03 seconds. Making a case for it took a little while, but it seems happy enough in what I was able to achieve (Figures 3 and 4).

Figure 3: Exterior of new case.
I was able to use some Hamilton handles, but the gimbals lock and the brass corners I had to make myself.

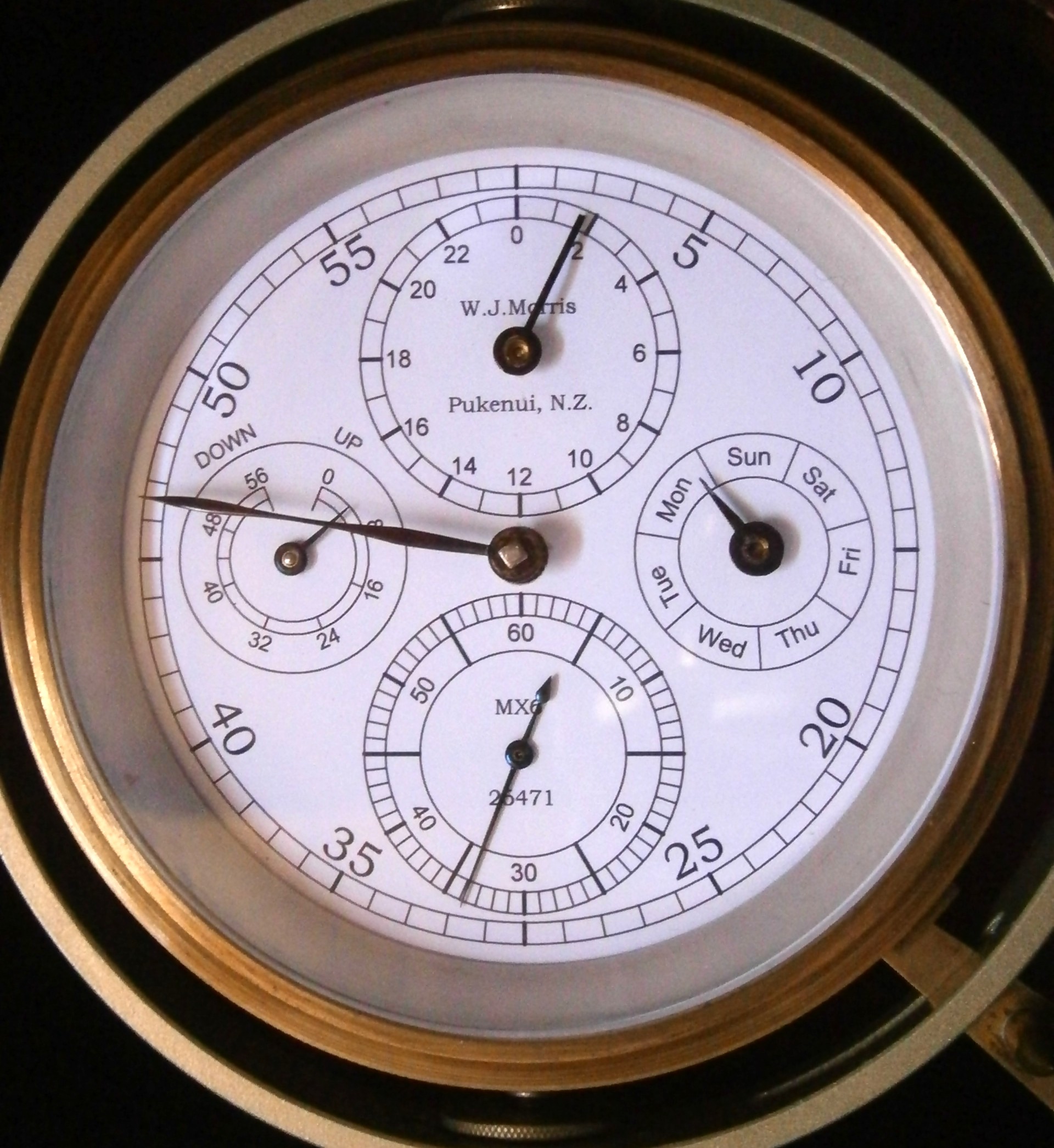
Figure 4: Chronometer in new home.

























































Recent Comments